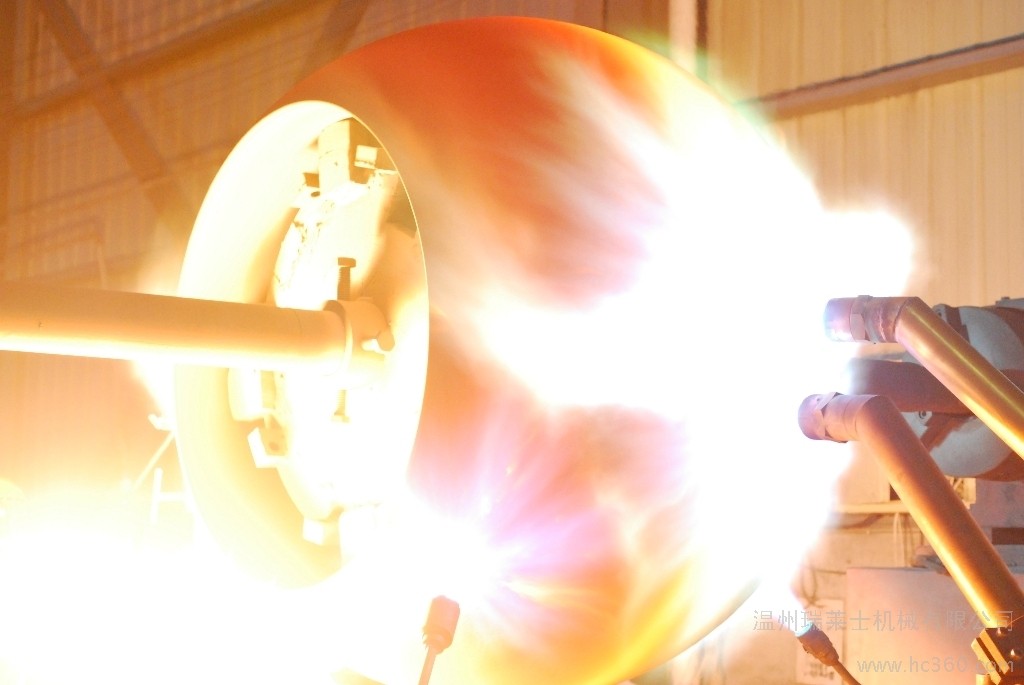
火焰喷涂是指利用气体燃烧火焰的高温使喷涂材料(线材或粉末)熔化,并用压缩空气流喷涂在工件表面形成涂层。
火焰喷涂技术作为一种新型的表面保护和表面强化工艺,近20年来发展迅速,已成为金属表面工程领域非常活跃的一个分支。 以火焰为热源,将金属和非金属材料加热至熔融状态,在高速气流的推动下形成雾状,喷洒在基材上。 当喷射的微小熔融颗粒撞击基材时,发生塑性变形并成为片状叠加。
简介
火焰喷涂使用燃气乙炔、丙烷、甲基乙炔丙二烯(MPS)、氢气或天然气和助燃气体氧气作为热源。喷涂材料通过一定的传输方式进入火焰,被加热到熔融或软化状态。然后,依靠气体或火焰加速喷射到基材上。根据喷涂材料的不同,可分为丝材火焰喷涂和粉末火焰喷涂。
丝材
丝材火焰喷涂利用氧乙炔燃烧的热源将喷涂的丝材连续加热熔化,均匀地送入火焰中,然后通过高压气体将其雾化成颗粒,直接喷涂在经过预处理的工件表面形成连续沉积。金属和合金涂层。这种工艺方法是目前国内最常用的热喷涂技术之一。主要喷锌、铝、锌铝合金材料,对大型钢结构进行长效防腐处理。
结构
丝材火焰喷涂是用丝材火焰喷枪喷涂。喷雾源为喷嘴。金属丝穿过喷嘴的中心。金属丝的尖端通过围绕喷嘴和气罩形成的环形火焰连续加热到其熔点。然后,通过气罩的压缩空气将其雾化成喷雾颗粒。加速气流喷射到模具基材上,使熔融颗粒冷却至塑性或半熔融状态,同时也发生一定程度的氧化。当颗粒与基材碰撞时,它们变平并与基材结合,然后与基材碰撞的颗粒也变平并与基材的颗粒结合,从而积累成涂层。
特点
丝材的传送靠喷枪中的空气涡轮或电动机旋转,其转速可以调节,以控制送丝速度。采用空气涡轮的喷枪,送丝速度的微调比较困难,而且其速度受压缩空气的影响而难以恒定,但喷枪的质量轻,适用于手工操作;采用电动机传送丝材的设备,虽然送丝速度容易调节,也能保持恒定,喷涂自动化程度高,但喷枪笨重只适用于机械喷涂。